The bend angle is determined by the depth that the punch forces the sheet into the die.
Flat surface between two bends in sheet metal.
Jog also known as an offset bend this is when two bends of the same angle but opposite direction are used to create a z shaped profile.
These methods will give sheet metal the rigidity you need to use it in a structural or semi structural application.
How large of a bend you put in the metal depends on the application and fitment of the piece.
This is done through the application of force on a workpiece.
Sheet metal edge bending.
You can use this sheet metal flat pattern calculator to calculate this increase in length.
Whereas the outer surface is stretched.
Your manufacturer may not be able to match dimensions when creating the actual sheet metal part due to tooling and equipment limitations.
Bending is one of the most common sheet metal fabrication operations.
Folding over the edge of a piece of sheet metal will give the metal instant structural integrity.
You only have to insert interior angle flange lengths k factor inside radius and material thickness.
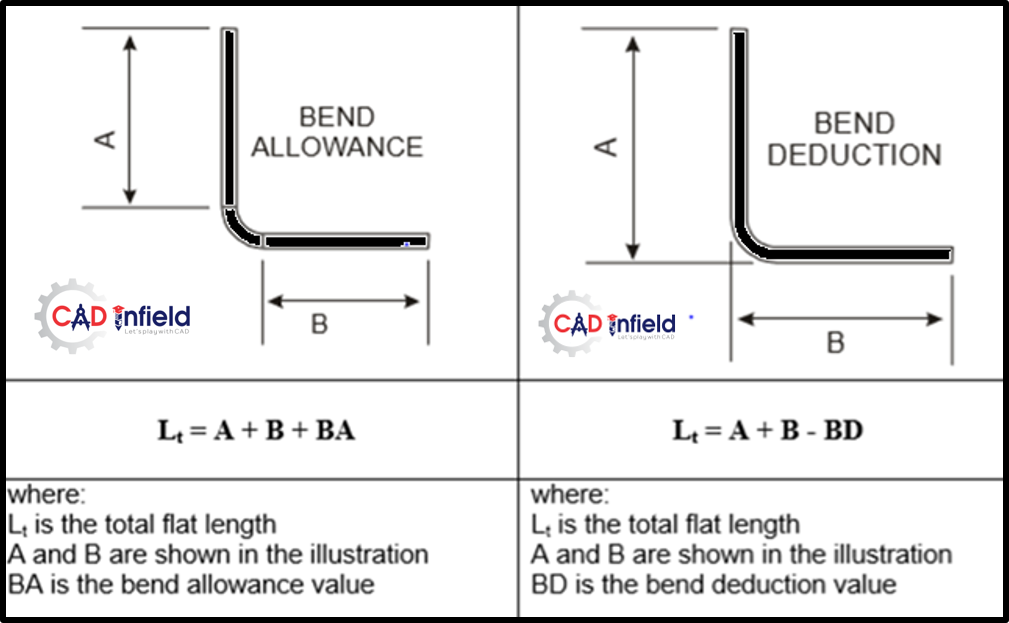
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
The force must exceed the material s yield strength to achieve a plastic deformation.
The problem i have is to make a smooth transition between a flat and a bent surface.
Bend deduction is equal to the difference between the total sheet metal length after bending and flat length.
The sheet is placed between the two and held in place by the backstop.
When sheet metal is bend the inside bending surface is compressed.
Therefore after bending total sheetmetal part length a b is greater than sheet metal flat length.
As a result overall sheet length increases.
Cells on the right will output the desired values.
Hems can be flattened left open or in a variety of tear drop shapes.
Which results in the increase of total surface area.
Since each metal fabricator has its own tooling bend factors and equipment to develop the flat blank it is better to fully dimension to formed views for that manufacturer.
If the metal is still getting scratched up you can either put on a few layers of masking tape or use wood blocks like 2 4 s or something to sandwich the part for bending as you tap away on it with a mallet the wood will be soft enough to not damage the surface as long as there aren t any metal shavings hard things on it.
The press brake contains an upper tool called the punch and lower tool called the die between which the sheet metal is placed.